Introdução
O processo de pintura é geralmente uma atividade que fica para a última etapa dos projetos e, como tal, é um processo que está sob pressão para terminar “o mais rápido possível” para assim os ativos voltarem a funcionar “o mais rápido possível”.
O mesmo ocorre na fase de fabricação, quando a pintura é a atividade que segue a soldagem e é necessária a movimentação das seções revestidas para dar lugar ao próximo projeto.
E também se aplica a elementos de componentes menores: a pintura ocorre após a usinagem e os componentes são movidos, novamente criando uma urgência para acelerar o processo.
É aqui que os sistemas de revestimento de secagem rápida podem ser utilizados para melhorar a produtividade do processo de pintura, particularmente se cada camada de componente de um sistema de revestimento secar rapidamente e for possível revestir com a próxima camada. Embora possa parecer uma opção atraente, deve ser cuidadosamente equilibrada em relação à manutenção da integridade de longo prazo do sistema de revestimento, que é cada vez mais necessário para durar por períodos mais longos.
O que impulsiona a produtividade em um processo de pintura?
Existem fatores que influenciam significativamente a produtividade do processo de pintura, mas também existem diferentes áreas-chave:
- A disponibilidade de aço devidamente preparado, tipo de equipamento de pintura, mão de obra, configuração da oficina, atividade de inspeção e outros fatores que devemos considerar antes do processo de pintura;
- As características do sistema de pintura, como número de camadas, espessura do filme seco do revestimento especificado, porcentagem de sólidos por volume, tempo de secagem e tempo mínimo de repintura, entre outras.
- Condições ambientais no local e momento da aplicação da tinta:
(i) A secagem física e no caso de cura química, como a encontrada em sistemas de dois componentes como os epóxis, depende da temperatura no momento da aplicação e à qual é posteriormente exposta. Em esquemas baseados em solvente, a ventilação assume especial relevância.
(ii) Existem outros sistemas que dependem da umidade para auxiliar na cura, como os primers de silicato de zinco, e, portanto, o andamento da pintura fica mais lento em locais com baixa umidade relativa chegando, em alguns casos, ao umedecimento forçado do primer para limitar esse impacto na produtividade.
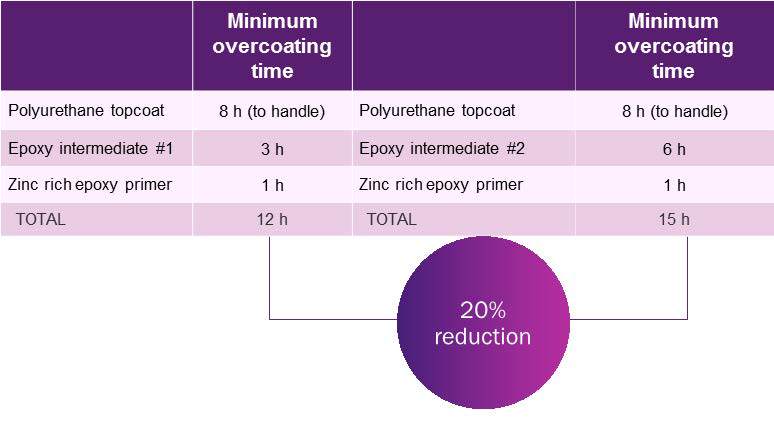
Ao trabalhar com um sistema de pintura multicamadas, diferentes propriedades podem acelerar a produtividade do sistema de revestimento.
Em um esquema de revestimento de três camadas típico, como seria usado para aço estrutural em um ambiente litorâneo ou offshore, reduzir o tempo mínimo de repintura nas duas camadas iniciais pode ter um efeito significativo na produtividade. Já para a demão final, o foco é garantir que os sistemas de pintura desenvolvam propriedades mecânicas suficientes para permitir um manuseio mais rápido e sem danos.
Todos esses fatores devem ser levados em consideração ao comparar diferentes sistemas de revestimento. Muitas vezes, apenas uma parte limitada do sistema é analisada, observando-se apenas o tempo de secagem do produto, mas é necessário ver a imagem completa, onde as condições ambientais desempenham um papel muito importante nesta etapa.
Recomendações para aumentar o desempenho
Quando produtos de cura rápida estão disponíveis, essa velocidade deve ser equilibrada com as propriedades mecânicas finais do sistema de revestimento.
É necessário considerar que uma velocidade de cura excessiva pode resultar em um filme de revestimento menos resistente a trincas, o que implica em redução do desempenho em longo prazo. Além disso, a fissuração é mais perceptível nos sistemas cujas espessuras são maiores.
Deve ser confirmado que os produtos adquiridos atendem às especificações e designs desejados para atingir o desempenho máximo no ambiente corrosivo escolhido. Para isso, existem normas internacionais ISO, que recomendam o tipo, espessura mínima do filme e número de camadas.
É necessário evitar excesso de espessuras. Embora os padrões, especificações e guias do fabricante frequentemente mencionem espessuras mínimas ou recomendadas de pelicula, a realidade é que em tintas industriais e com estruturas tão complexas, o excesso de espessura é comum.
Uma especificação bem construída listará as espessuras mínimas do filme - geralmente 80% do DFT recomendado - e as espessuras máximas do filme para evitar dúvidas. Está se tornando comum para os fabricantes observar os efeitos do “excesso de espessura” e incorporá-lo em seus requisitos de pré-qualificação. O padrão ISO 12944-5 afirma que a espessura máxima do filme seco não deve ser maior que 3 vezes a espessura nominal.

Esquerda: Uma falha típica de um epóxi de secagem rápida aplicado a 300 - 400 mícrons.
Conclusões
Conforme afirmado ao longo do artigo, é necessário encontrar um equilíbrio adequado na velocidade de cura do material, sem comprometer seu desempenho a longo prazo. Ter um produto como o Hempaprime Multi 500 tem duplo benefício: por um lado, permite reduzir os tempos de produção, envolvendo menos horas de trabalho e menos material em processo; e, por outro lado, atende às normas ISO, garantindo a mais alta qualidade de aplicação, no tempo de serviço planejado.
Historicamente, o foco principal dos revestimentos tem sido evitar a formação de baixa espessura do filme. No entanto, o excesso de espessura não é recomendado, pois pode afetar negativamente o desempenho do revestimento e tornar o processo mais caro ao encurtar os intervalos de manutenção.
Para obter mais informações, entre em contato com o escritório local da Hempel.
Sobre os revestimentos de alta produtividade da Hempel
Hempraprime Multi 500 é um primer/epóxi intermediário de alto desempenho que foi desenvolvido para oferecer maior produtividade em aplicações de pintura.
No seu desenvolvimento, levou-se em consideração que pode ser perfeitamente integrado à linha de primers epóxi de zinco ativado Avantguard da Hempel, que lhe confere proteção superior contra a corrosão, e com intervalos rápidos de repintura de apenas uma hora, sendo altamente tolerante a uma ampla variedade de espessuras de filme.